


 扫一扫
扫一扫
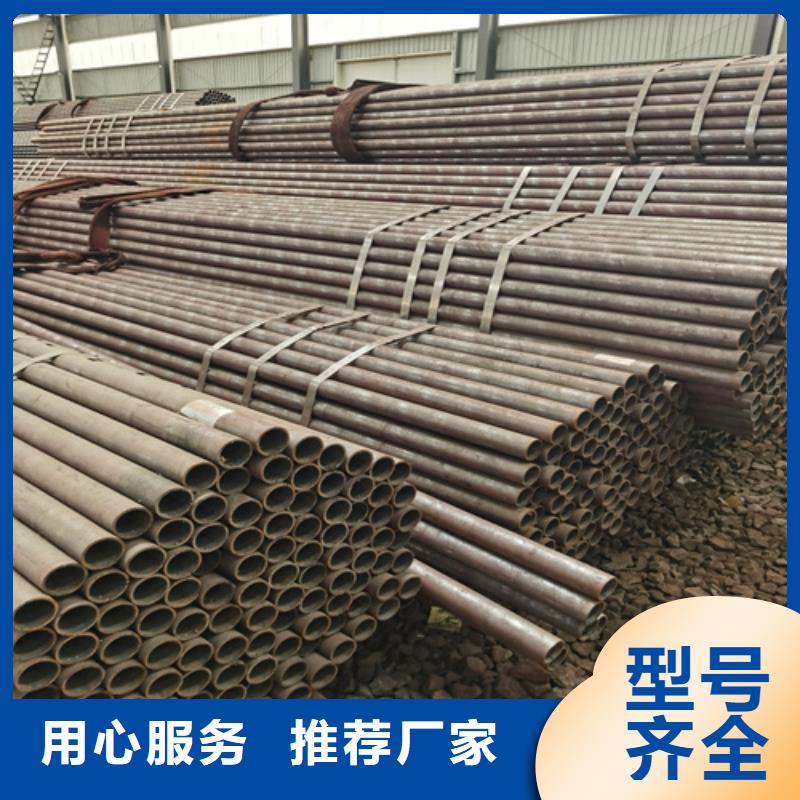
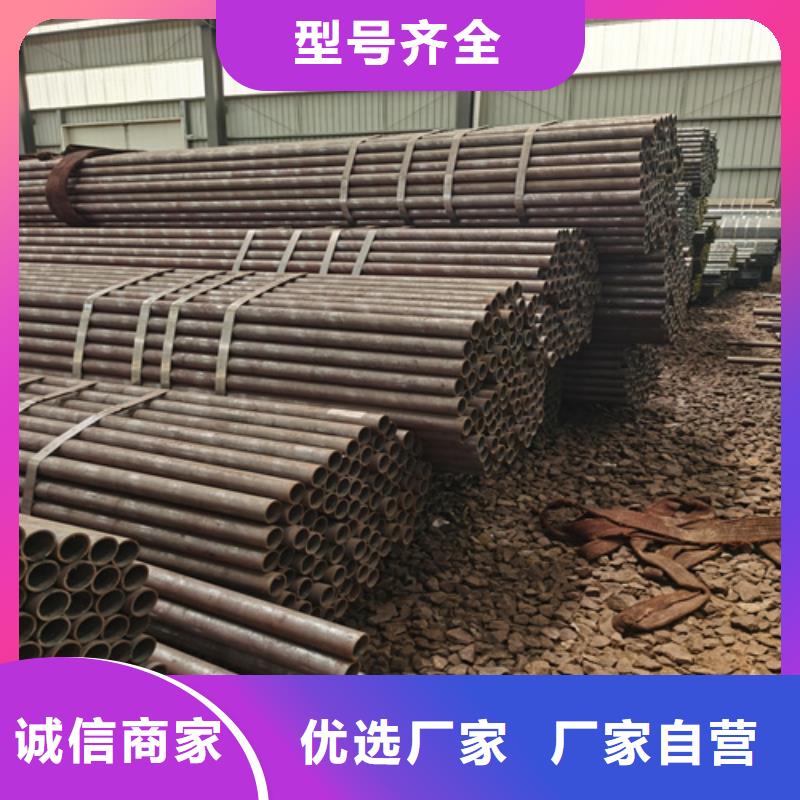
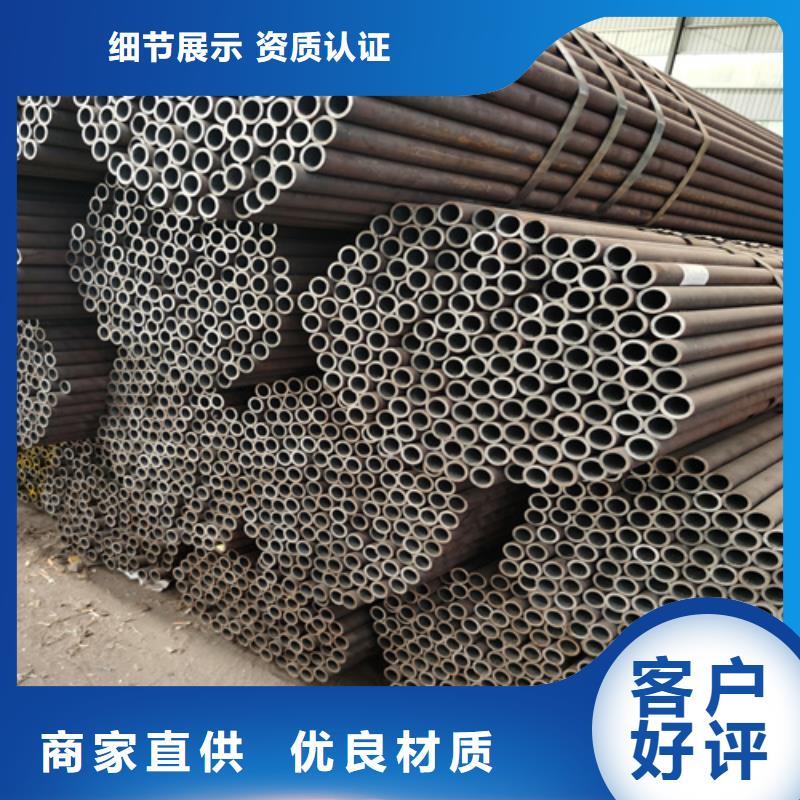
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")

石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
多鑫天德实业发展有限公司是集科研、开发、生产、推广、服务为一体的专业生产加工企业。技术力量雄厚,检测手段齐全,具有完善的科学管理及质量保证体系。主要产品有: 黄南薄壁无缝钢管、,本公司位于东昌府区易联机械4楼408-409。经多年的生产实践已形成完整的系列产品,并在国内建立了广泛的应用网络。产品质量在同类企业处于先进水平。我公司坚持“诚信为本,信誉至上”的宗旨。竭诚为广大用户服务。我公司愿与各界朋友真诚合作,共同发展。
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
石油裂化管20#无缝管种类丰富")
| 石油裂化管 | 石油裂化用无缝钢管热处理制度(方式) |
| 牌号 | 热处理制度 石油裂化管 GB9948-2006 |
| 10 | 正火 |
| 20 | 正火 |
| 12 CrMo | 900~930℃,670~720℃回火,保温时间;周期式炉大于2h,连续炉大于1h。 |
| 15CrMo | 930~960℃正火,680~720℃回火,保温时间:周期式炉大于2h,连续炉大于1h。 |
| 1Cr5Mo | 退火 |
| 1Cr19Ni9 | 固溶处理:固溶温度≥1040℃。 |
| 1Cr19Ni11Nb | 固溶处理:热轧(挤压、扩)钢管固溶温度≥1050℃,冷拔(轧)钢管固溶温度≥1095℃ |
石油裂化管20#无缝管种类丰富")
技术支持:tywgg.com